Welcome to website!


Free consultation service hotline:
0755-89913396
Welcome to website!
0755-89913396
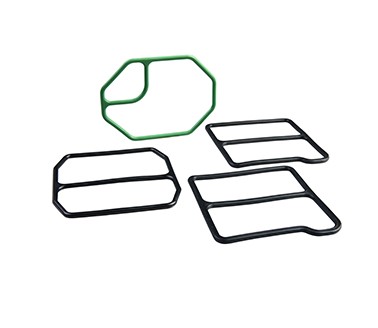
The manufacturing process of silicone O-rings can be divided into the following steps:
Design and develop molds, arrange them reasonably, conduct trial molds after the molds are opened, measure the products, and then verify the drawings.
Adjust the mold temperature, molding time, clamping force, hydraulic pressure, and mold opening method for the vulcanization forming of the O-ring.
The edges of the O-ring, especially the burrs on the clamping line, need to be cleaned.
Clean with clean water and repeatedly clean the O-ring that has been cleaned.
For secondary vulcanization, it is necessary to control the temperature and vulcanization time well. The temperature of secondary vulcanization varies for O-rings made of different materials.
Cooling the product, as the overall temperature of the O-ring after secondary vulcanization is relatively high, it needs to be left standing for a period of time before proceeding to the next process.
Conduct a full inspection of each product, and the quality control personnel need to test the size, appearance, hardness, oil resistance, temperature resistance, aging resistance, corrosion resistance, tensile strength, elongation at break, low-temperature brittleness temperature, compression permanent deformation, and other properties of the O-ring. The test results need to meet the parameter range.
Packaging, shipping, and the number of O-rings are counted by precision electronic scales, usually with high data accuracy.
Specific processes and parameters can be consulted with professionals for more detailed information.

Product

About
Solution
Service
News


 中
中